

Nylon vs Cotton vs Polyester — which base yarn fits your compression sock line? Compare performance, cost, and durability from a manufacturer’s perspective, plus a free sample-request checklist.
Every week our sales team hears the same questions from brand owners and procurement managers:
“Which material should we use — nylon or cotton?” “Our customers complain the socks feel too hot. Can we fix that without losing compression?” “We need something durable enough for sports but soft enough for all-day wear.”
Here is the short answer: there is no single “best” material. The right choice depends on four variables — your target end-user, the compression level required, the climate and average wearing duration, and your landed cost target. The good news is that as an OEM manufacturer with 13+ years of compression hosiery production, we help brands navigate this decision every day.
Ready to skip the reading and get a tailored recommendation? Send us your product brief via WhatsApp/Email or request a free material sample pack.
Quick Material Selection Matrix
Before we dive into the details, here is a decision table our product team uses during pre-production consultations. Find your scenario, then read the sections below for deeper context.
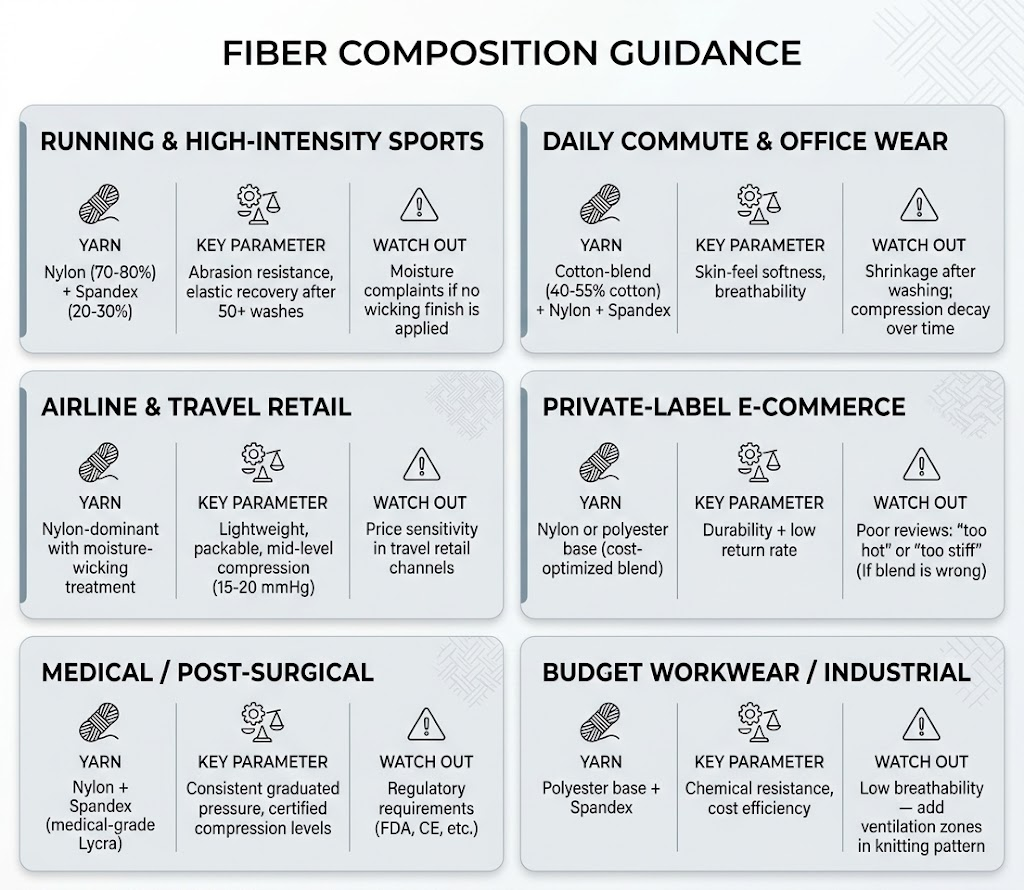
Not sure which row describes your product? That is exactly what our pre-production consultation covers. Talk to our product team →
Why Blended Yarns Are the Real Answer for Brands
Your original question was probably “nylon or cotton?” — but in reality, almost every compression sock on the market is a blend. Single-material socks simply cannot deliver both pressure performance and comfort at a price point that works for retail.
Here is how a typical compression sock yarn system works:
Base yarn (60–80% of the sock) — This is the ground fabric that determines hand-feel, durability, and moisture behavior. You choose between nylon, cotton, or polyester depending on your product positioning.
Elastic yarn (15–30%) — Spandex (also sold under brand names like Lycra or Elastane) is wrapped around the base yarn or knitted into specific zones to generate graduated compression. The spandex percentage and its denier directly control how much pressure the sock delivers — and how long it maintains that pressure after repeated washes.
Functional yarn (0–10%, optional) — Silver-ion antimicrobial fiber, copper-infused yarn, bamboo charcoal fiber, or coolmax moisture-wicking fiber. These are added to address specific selling points on your packaging.
The key takeaway: when you brief a manufacturer, do not just say “I want nylon socks.” Specify the base yarn, the target compression level (in mmHg), and any functional requirements. That combination is what determines the final product — and the unit cost. Not sure which compression levels to stock? See our compression sock levels buyer’s guide for SKU mix recommendations by retail channel
For a deeper look at individual yarn types, their denier options, and how elastic yarns affect compression longevity, see our Complete Guide to Compression Sock Yarn Types .

Compression Sock Materials Compared: A Manufacturer’s Perspective
Tier 1: Standard Base Yarns
These four materials cover the vast majority of compression sock production worldwide. Your choice here determines the core character of the product — its hand-feel, durability, price point, and target consumer.
Nylon (Polyamide)
Best for: Sports compression socks, running lines, medical-grade products, any SKU where durability is a primary selling point.
Nylon is the workhorse of the compression sock industry. It has the highest tensile strength among common sock fibers — roughly ten times stronger than cotton at the same denier — which translates directly into superior abrasion resistance. When blended with spandex, nylon delivers excellent elastic recovery, meaning the sock holds its shape and compression level across more wash cycles than any other base yarn.
Advantages: Thin yet durable construction; smooth fiber surface accepts sublimation printing well
Risks: Nylon is hydrophobic. Without a moisture-wicking finish or mesh ventilation zones in the knitting pattern, expect comfort complaints from end-users with sweaty feet. Raw material cost is typically 15–25% higher than polyester per kg, though lower return rates often offset this at the unit-economics level.
Sub-types available: Standard nylon 6/6, microdenier nylon (softer hand-feel), recycled nylon such as ECONYL® (sustainability positioning).

Cotton
Best for: Everyday / casual compression at low-to-medium pressure (8–15 mmHg), long-wearing-duration products, sensitive-skin lines, and diabetic compression socks.
Cotton is a natural fiber with a unique moisture profile — it absorbs moisture from surrounding air and maintains roughly 8–10% moisture content, which is why cotton socks feel soft and comfortable from first wear. For brands serving the medical or senior-care market, the hypoallergenic properties of cotton are a genuine differentiator.
Advantages: Unmatched skin-feel in blind comfort tests; perceived as “natural” and “premium” by consumers, supporting higher retail pricing; gentle on sensitive and diabetic skin.
Risks: Cotton shrinks 3–5% on first wash — your size grading must account for this. Elastic recovery is weaker than synthetics, so graduated pressure diminishes faster over time. Cotton dries slower than nylon or polyester, potentially leading to odor issues in warm climates.
Recommended blend range: 40–55% cotton + 25–35% nylon + 15–25% spandex is the sweet spot for a “cotton comfort” product that still delivers reliable 15–20 mmHg compression.
Polyester
Best for: Cost-sensitive product lines, workwear / industrial socks, products requiring chemical resistance, and any SKU positioned primarily on durability and value.
Polyester is a synthetic fiber known for chemical stability — it resists acids, alkalis, and most solvents, and holds up well under high-temperature commercial laundering. For brands competing on price in the $8–15 retail range, a polyester-dominant blend can be the margin difference that makes the business viable.
Advantages: Lowest base yarn cost among all options, meaningful at scale (10,000+ pairs per order); excellent color fastness for branded Pantone designs; quick-drying with minimal shrinkage and predictable sizing.
Risks: Poorest moisture absorption of the three standard materials — without engineered ventilation zones or wicking finishes, comfort complaints are almost certain for all-day wear. “Polyester” carries lower perceived value among consumers, which may undermine premium brand positioning. Static buildup can be an issue in dry climates.

Bamboo (Bamboo Viscose)
Best for: Eco-conscious brands, everyday comfort lines, maternity and wellness markets, products emphasizing natural antibacterial properties.
Bamboo viscose is derived from bamboo pulp through a chemical process that produces a silky, breathable fiber. It has gained significant traction in the sock industry over the past five years, particularly among DTC brands that market sustainability and natural wellness benefits.
Advantages: Naturally antibacterial — bamboo fiber inhibits bacterial growth, reducing odor during extended wear without chemical treatments. Exceptionally soft hand-feel, often compared to cashmere or silk. Superior breathability and moisture-wicking compared to cotton. Strong eco-marketing angle: bamboo grows fast, requires no pesticides, and uses less water than cotton.
Risks: Bamboo viscose is less durable than nylon or polyester — it pills more readily and has lower abrasion resistance. Elastic recovery is moderate, so it must be blended with spandex carefully to maintain compression over time.
Recommended blend range: 35–50% bamboo viscose + 25–35% nylon + 15–25% spandex. The nylon component is essential for structural integrity and compression retention. Pure bamboo compression socks are not commercially viable for anything above 15 mmHg.
Tier 2: Advanced Performance Fibers
These materials justify higher price points and differentiated marketing claims for brands targeting runners, outdoor enthusiasts, or premium retail.
Coolmax®
Best for: Running, cycling, hot-climate markets — any product where “keeps feet cool and dry” is a headline claim.
Coolmax is a modified polyester fiber by INVISTA with a four-channel cross-section that actively wicks sweat to the sock’s outer surface for rapid evaporation. Unlike standard polyester which simply repels water, Coolmax moves moisture — a difference validated by third-party testing. The brand name is consumer-recognized and adds perceived value on packaging.
Trade-offs: 20–35% yarn cost premium over standard polyester. Requires INVISTA branding compliance. Typical blend: 40–60% Coolmax + 20–30% nylon + 15–25% spandex.
Merino Wool
Best for: Hiking and outdoor compression, cold-weather lines, premium lifestyle brands at the $20+ retail tier.
Merino’s ultra-fine fiber (17–19.5 microns) eliminates wool itchiness while delivering natural thermoregulation in both cold and warm conditions. It absorbs up to 30% of its weight in moisture while still feeling dry, and inherently resists odor-causing bacteria for days — a strong marketing angle for travel and outdoor markets.
Trade-offs: Roughly 2–3x the cost of nylon per kg; lower abrasion resistance requires nylon reinforcement in heel/toe zones. Recommended blend: 30–50% merino + 25–35% nylon + 15–25% spandex.
Tier 3: Specialty Functional Yarns
These are not base yarns — they are added at 3–10% to deliver specific marketable properties. Think of them as product differentiators that support premium pricing.
| Functional Yarn | Key Benefit | Best Applications | Sourcing Note |
|---|---|---|---|
| Silver-Ion / Copper-Infused | Permanent antimicrobial & odor control (lasts the product’s lifetime, unlike chemical treatments) | Medical compression, diabetic care, travel socks | High cost — typically used in sole/toe zones only to manage unit price |
| Graphene Fiber | Thermal conductivity + antistatic + antibacterial in one fiber | Premium outdoor, tech-forward brands, winter compression | Limited global supply; best for brands with innovation narrative and matching price point |
| Recycled Nylon / Polyester | Performance comparable to virgin fiber with verified sustainability story (ECONYL®, GRS-certified) | ESG-committed brands, EU retailers with sustainability sourcing requirements | We provide GRS chain-of-custody documentation for marketing claims |
| Organic Cotton | Chemical-free growing & processing; strong “safe and clean” narrative | Natural/wellness brands, maternity lines, chemically sensitive patients | 20–40% premium over conventional cotton; standard combed cotton + OEKO-TEX may deliver similar trust at lower cost |
| Antistatic Fiber | Dissipates static charge during movement in dry environments | Workwear/industrial, cleanroom, cold-dry climate winter socks | Niche but valuable for specific segments |
| Essential Oil-Infused | Microencapsulated lavender/aloe/vitamin E released through friction; lasts 15–30 washes | Wellness brands, spa/hospitality gifts, premium women’s lines | Best as a launch or gift-set feature, not a core product claim |
| Anti-Slip Yarn (Silicone-Grip) | Grip knitted into fabric (more durable than post-production silicone printing) | Pilates/yoga compression, hospital rehab, elderly care, fall-prevention products | Can replace or complement external silicone grip dots |
How to Use This Guide
Most production-ready compression socks combine two or three layers:
Base yarn (Tier 1 or 2) determines hand-feel, durability, breathability, and cost. Elastic yarn (spandex / Lycra, typically 15–25%) delivers graduated compression and shape retention. Functional add-on (Tier 3, typically 3–10%) creates differentiated claims for your packaging.
When you send us a product brief, specify all three layers — or tell us your target consumer, price point, and key selling claims, and our product team will recommend the optimal combination.
For the full picture — from material selection to compression levels, sizing, packaging, and production — visit our Custom Compression Socks OEM Guide.
Quality Verification: How to Confirm Material Specs from Your Supplier
Your supplier says the sock is ” nylon.” How do you verify that? This section covers both quick field checks and the formal documentation you should request before placing a production order.
Quick Identification: The Burn Test (Field Reference)
If you have a sample and want a rough material check, the burn test is a simple starting point:
| Material | Burn Behavior | Smell | Residue |
|---|---|---|---|
| Nylon | Shrinks from heat, burns slowly | Faint celery-like smell | Small hard brown bead |
| Cotton | Burns without melting, continues to glow | Burning paper smell | Soft gray/white ash |
| Polyester | Melts while burning, drips | Sweet chemical smell | Hard black bead |
This tells you the dominant fiber but not the exact blend ratio. For that, you need lab documentation.
Ready to Start? Here Is What We Need from You
What You Provide
To prepare an accurate quote and material recommendation, we need these details from you:
- Target compression level — What mmHg range? (e.g., 15–20 mmHg for daily wear, 20–30 mmHg for sports/medical)
- Size range — Which sizes will you offer? S/M/L/XL, or specific measurements?
- Design files — Logo placement, patterns, Pantone colors. AI or PDF format preferred.
- Target retail price point — This helps us reverse-engineer the right material blend for your margin requirements
- Target market & regulations — US, EU, or other? Medical claims or lifestyle positioning?
- Order quantity estimate — MOQ starts at 500 pairs per design per size; pricing improves significantly at 3,000+
What We Deliver
Once we receive your brief, here is our standard process:
Material consultation — We recommend 1–2 yarn blends based on your positioning, price point, and target market. If you are unsure, we send a physical swatch card with labeled samples.
Sample development — First sample delivered within 7–10 working days. Includes knitting, finishing, and basic compression measurement.
Compression testing — We test every sample on calibrated equipment and provide a pressure distribution report before you approve production.
Production & QC — Full production with in-line quality checks, AQL inspection, and final compression verification per batch. Standard lead time: 25–35 days for orders under 10,000 pairs.